
Элеккеге Советлар Союзы вакытында, титанның зур күләме һәм сыйфаты аркасында, аларның күбесе су асты көймәләре корпусларын төзү өчен кулланылды. Тайфун класслы атом су асты көймәләрендә 9000 тонна титан кулланылган. Элекке Советлар Союзы гына су асты көймәләрен төзү өчен титан кулланырга әзер иде, һәм хәтта Альфа класслы атом су асты көймәләре булган бөтен титан су асты көймәләрен дә төзеде. Барлыгы 7 Альфа класслы атом су асты көймәсе төзелде, алар кайчандыр 1 км суга сикерү буенча дөнья рекорды куйдылар һәм 40 узел тизлеге белән әлегә кадәр бозылмады.

Титан материалы бик актив һәм югары температурада утны җиңел тота ала, шуңа күрә аны гадәти ысуллар белән эретеп булмый. Барлык титан материалларын инерт газы белән эретеп ябыштырырга кирәк. Элекке Советлар Союзы эре инерт газлы эретеп ябыштыручы палаталар төзеде, ләкин энергия куллану бик зур иде. 160-нчы рәсемнең скелетын эретеп ябыштыру кечкенә шәһәрнең электрын куллана диләр.
Кытайның Jiaolong су асты титан кабыгы Россиядә ясалган.
Китан Титан Индустриясе
Бары тик Кытай, Россия, АКШ һәм Япониядә титан технологик процесслары бар. Бу дүрт ил чималдан әзер продуктларга кадәр бер тәрәзә эшкәртүне тәмамлый ала, ләкин Россия иң көчлесе.
Чыгарылыш ягыннан Кытай - титан губка һәм титан плиткаларын җитештерүче дөньяда иң зуры. Традицион салкын бөкләү, борылу, эретеп ябыштыру һәм башка процесслар ярдәмендә зур күләмле титан детальләрен җитештерүдә Кытай белән дөньяның алдынгы дәрәҗәсе арасында аерма бар. Ләкин, Кытай частьлар җитештерү өчен турыдан-туры 3D полиграфия технологиясен кулланып, бөкләүләрне узып китүгә бүтән караш белән карады.
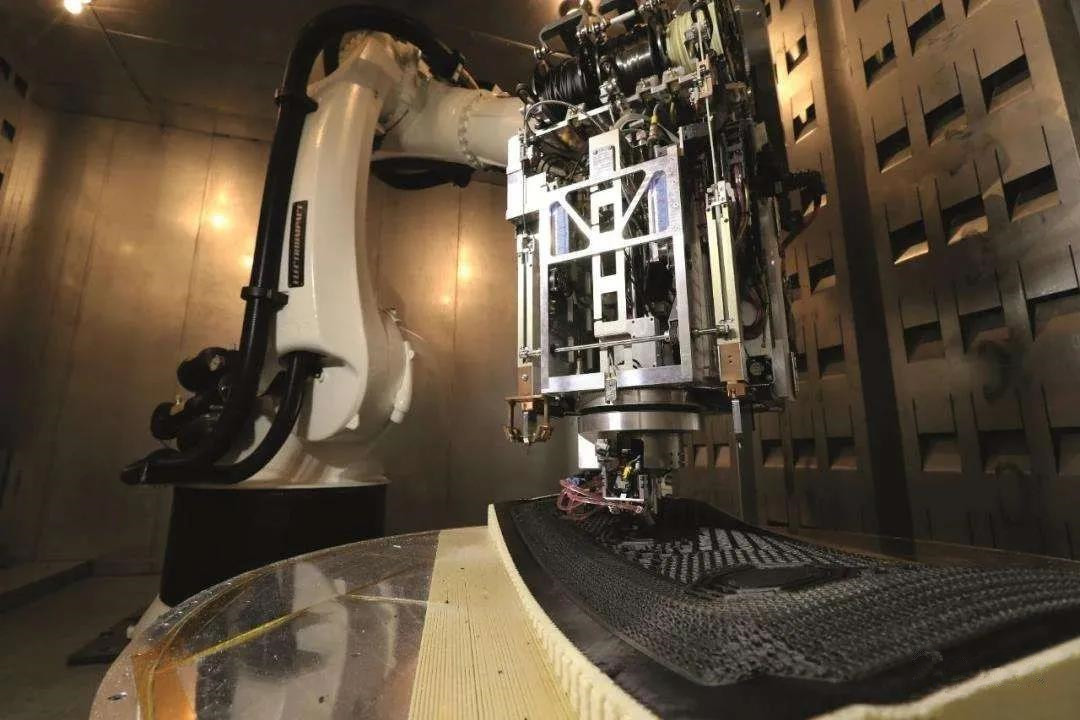
Хәзерге вакытта минем ил 3D титан материалларын бастыру буенча дөньяда алдынгы дәрәҗәдә. J-20 төп титан эретмәсе йөкле рамка 3D титан белән бастырылган. Теория буенча, 3D полиграфия технологиясе 160-нчы рәсемнең йөкле структурасын җитештерә ала, ләкин су асты көймәләре кебек супер-зур титан корылмаларын җитештерү өчен традицион процесслар таләп ителергә мөмкин.

Бу этапта титан эретмәсе материаллары әкренләп зур масштаблы төгәл кастинг өчен төп чималга әйләнде. Титан эретмәсе материалларының зур масштаблы төгәл кастингларын эффектив чишү өчен, CNC эшкәртү процессы катлаулы, эшкәртү деформациясен контрольдә тоту авыр, кастингның җирле катгыйлыгы начар, һәм җитештерү үзенчәлекләре аркасында җирле үзенчәлекләр. югары эшкәртү кыенлыгы буларак, пособиеләрне ачыклау, урнаштыру ысулы, эшкәртү җиһазлары һ.б. аспектларын өйрәнергә, титан эретмәсе кастингларының CNC эшкәртү механизмын яхшырту өчен максатчан оптимизация стратегияләрен эшләргә кирәк.
Пост вакыты: 01-2022 февраль