

Сезнең төгәл машина җитештерүче
КАРАШ МАШИНАСЫ
Төгәл эшкәртү - эш процессының формасы яки эшләнеше эшкәртү техникасы белән үзгәртелә торган процесс. Эшкәртеләчәк эшнең температурасы торышы буенча, ул салкын эшкәртүгә һәм кайнар эшкәртүгә бүленә. Гадәттә, бүлмә температурасында эшкәртү, һәм эш кисәгенең химик яки фазалы үзгәрүенә китерми, ул салкын эшкәртү дип атала. Гадәттә, гадәти температурадан югарырак яки түбәнрәк эшкәртү җылылык эшкәртү дип аталган эш кисәгенең химик яки фаз үзгәрүенә китерәчәк. Салкын эшкәртү эшкәртү ысулларының аермасы буенча кисүне эшкәртүгә һәм басым эшкәртүгә бүләргә мөмкин. Rылылык эшкәртү гадәттә җылылык белән эшкәртү, ясау, кастинг һәм эретеп ябыштыруны үз эченә ала.

Автомобиль детальләрен эшкәртү - бөтен автокомпонентларны эшкәртү һәм автомобиль детальләрен эшкәртүгә хезмәт күрсәтүче продуктлар. Автомобиль сәнәгатенең нигезе буларак, автокомпонентлар автомобиль сәнәгатенең тотрыклы һәм сәламәт үсешен тәэмин итү өчен кирәкле факторлар. Аерым алганда, автомобиль сәнәгатендә хәзерге мөстәкыйль үсеш һәм инновацияләр көчле һәм тулы көчендә алып барыла, аны тәэмин итү өчен көчле детальләр системасы кирәк. Автомобиль бәйсез маркалары һәм технологик инновацияләр нигез булып өлешләр һәм компонентлар таләп итә, һәм өлешләр һәм компонентларның мөстәкыйль инновациясе машина сәнәгате үсеше өчен көчле этәргеч бирә. Алар бер-берсенә йогынты ясыйлар. Тулы машиналарның бәйсез бренды, һәм көчле детальләр системасы юк. Компаниянең R&D һәм инновацион мөмкинлекләрен таркату кыен, һәм көчле компонент системасы ярдәме булмаса, бәйсез брендларга зуррак һәм көчлерәк булу кыен булачак.
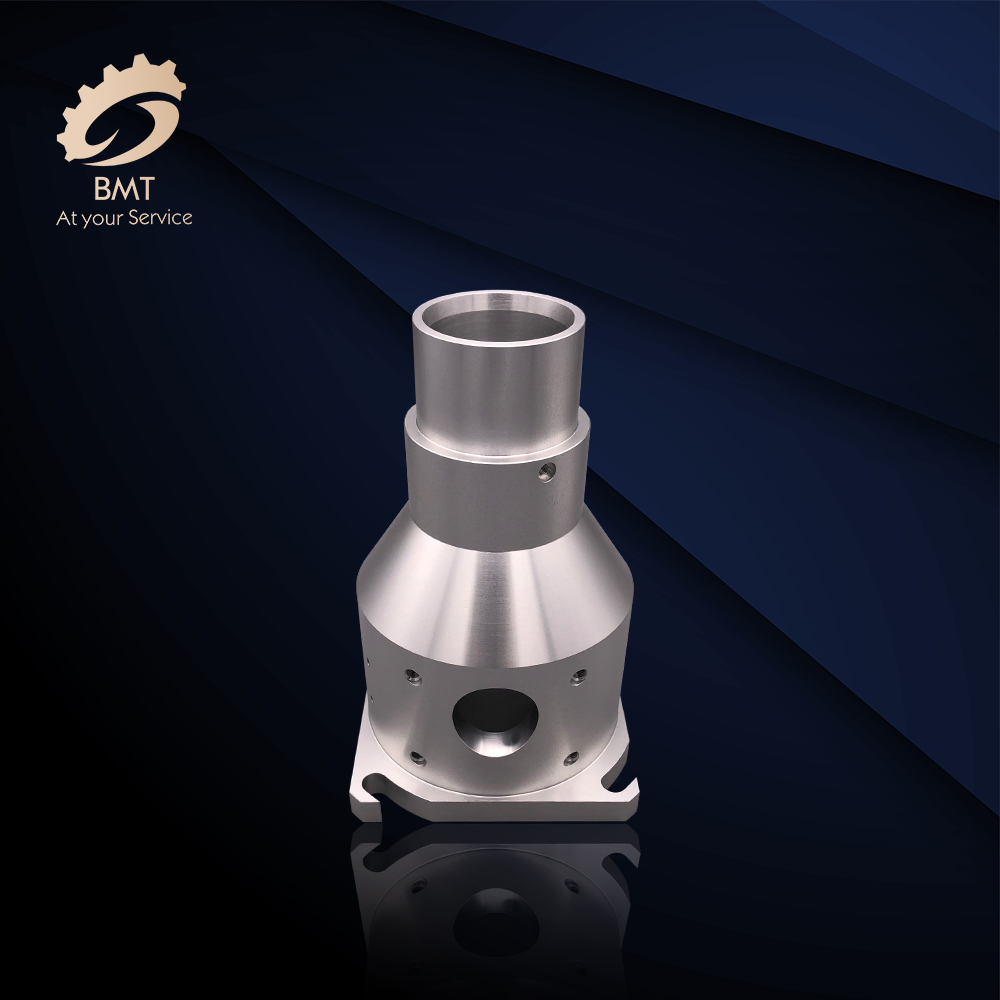
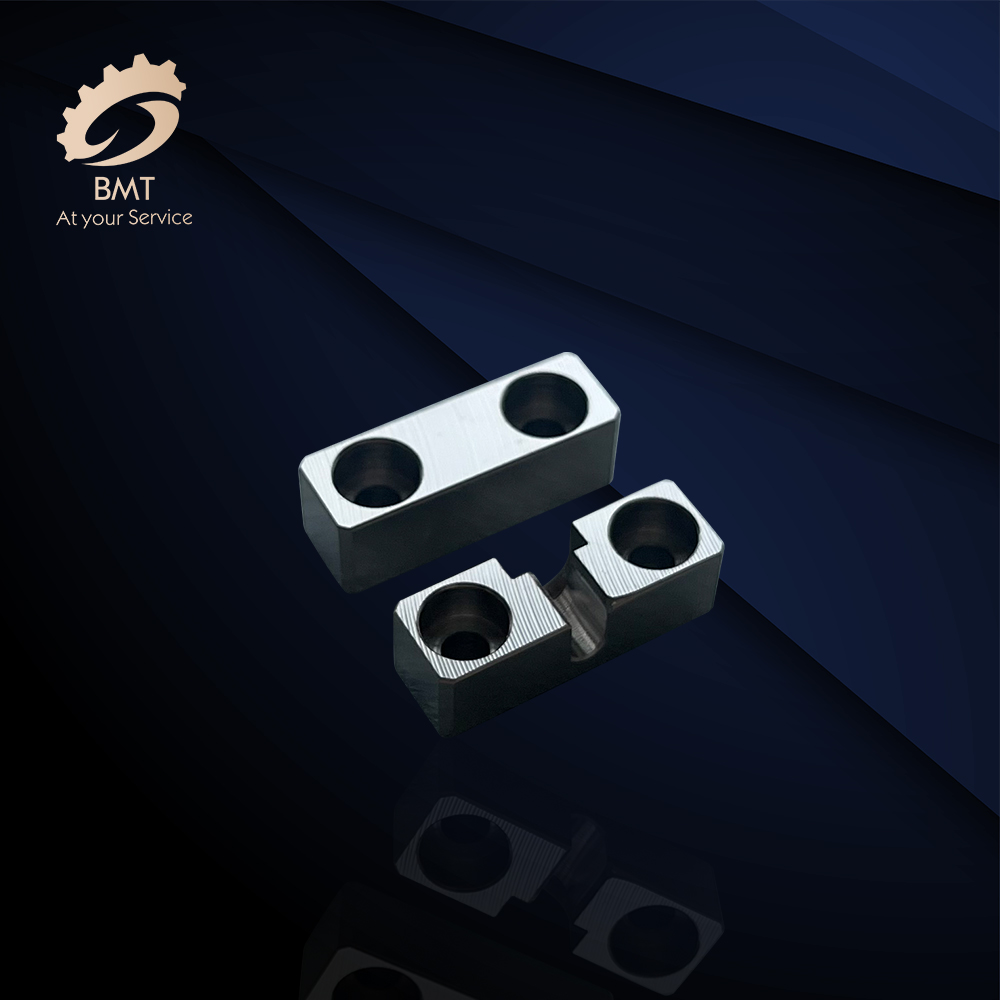
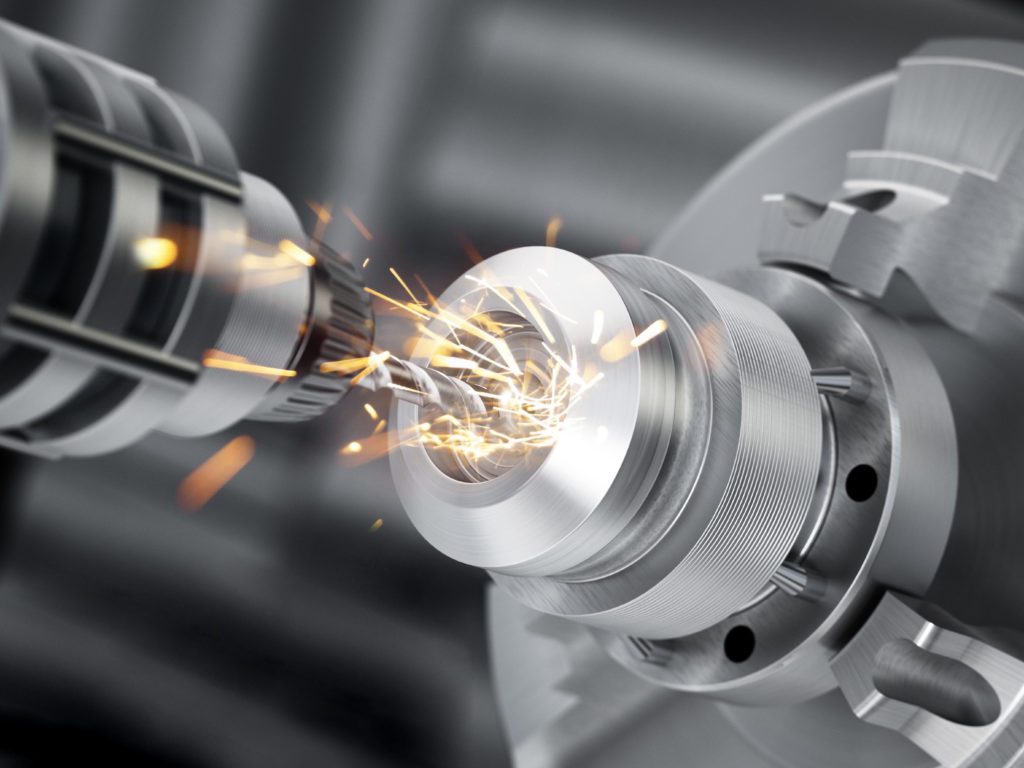
Детальләр техникада аерыла алмаган аерым өлешләргә карый. Алар машинаның төп компонентлары һәм машина җитештерү процессындагы төп берәмлек. Manufacturingитештерү процессы, гадәттә, җыю процессын таләп итми. Vesиңләр, куаклар, гайкалар, кранчалар, плиталар, приборлар, камералар, чыбык тәннәрен тоташтыручы, таяк башларын тоташтыручы һ.б. кебек төгәл эшкәртү өчен эшкәртү бик катгый, эшкәртү процедуралары кисүне һәм чыгаруны үз эченә ала. Зурлык һәм төгәллек өчен махсус таләпләр бар, мәсәлән, 1 мм плюс яки минус микрометр һ.б. Әгәр зурлык бик зур булса, ул юкка чыгачак. Бу вакытта ул эшкәртүгә тиң, күп вакыт таләп итә һәм күп эшли, кайчак хәтта бөтен эшкәртелгән материал да юкка чыга. Бу бәянең артуына китерде, һәм шул ук вакытта детальләр, әлбәттә, кулланылмый.
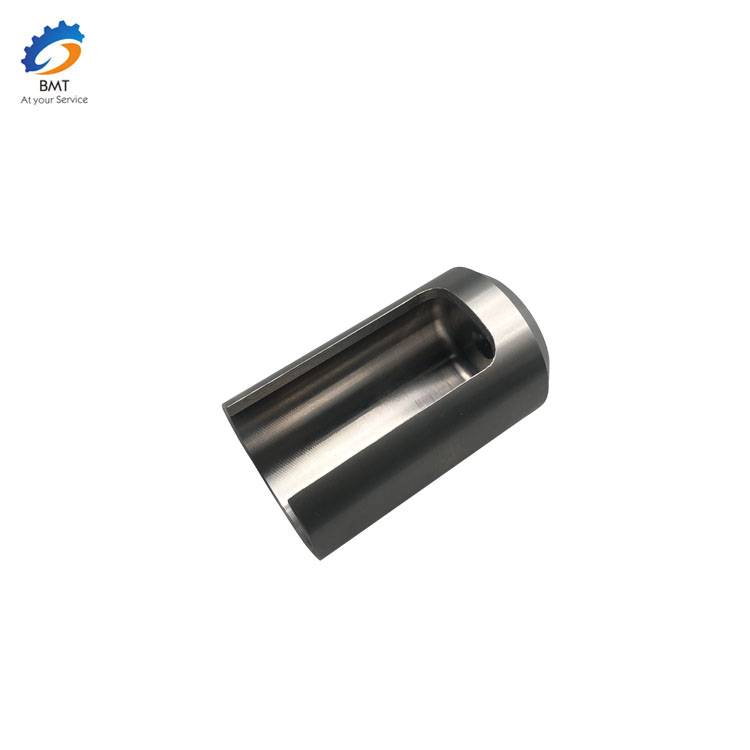
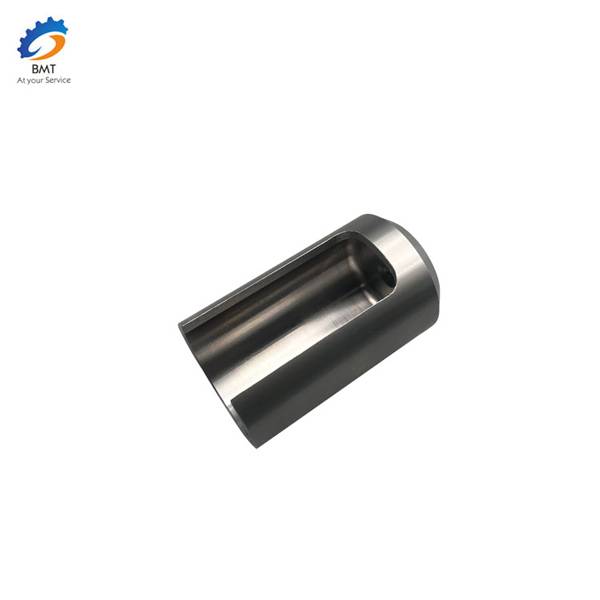
Кайбер гадәти җиһазлар форманы эшкәртүне тәмамлый алмыйлар, мәсәлән, кечкенә R почмаклы куышлыклар; электродлар электр импульсы белән эшкәртелә. Болар гадәттә бакыр яки графиттан ясалган. Форма җитештерү технологиясенең тиз үсеше заманча җитештерү технологиясенең мөһим өлешенә әйләнде. Заманча форма җитештерү технологиясе информацион дискны тизләтү, җитештерүчәнлекне яхшырту, тиз җитештерү һәм система интеграциясе юнәлешендә үсә. Бу форманың CAD / CAM технологиясендә, форманың лазер тиз прототиплаштыру технологиясендә, форманың төгәл формалаштыру технологиясендә һәм форманың ультра төгәл эшкәртү технологиясендә чагылыш таба. Форма дизайны агым, суыту һәм җылылык үткәрү процессын башкару өчен чикләнгән элемент ысулын һәм чик элементы ысулын куллана. Динамик симуляция технологиясе, форма CIMS технологиясе, DNM формасы һәм санлы контроль технологиясе кебек алдынгы җитештерү технологияләре эшләнде.